Welding defects could be hazardous to buildings whatever the dimension, whether or not an enormous Ferris wheel or a small workpiece. These unhealthy welds happen as a result of improper welding and should harm the standard of the weld. Not all discontinuities are essentially defects; nonetheless, if they’re giant sufficient to be seen by the inspector, they’re thought of defects. Welders attempt to keep away from these imperfections to reduce wastage and get one of the best optimum welds. Welds shouldn’t be rejected; welders should perceive completely different welding discontinuities, their causes, and the way they are often prevented.
The weblog put up clearly explains what CNC machining defects are and the way they are often prevented.
Why It’s Necessary For Stopping Defects?
Welding defects, comparable to scorching or chilly welding, lack of fusion in casting, or unhealthy welds, trigger important downtime delays and end in part remodeling. Due to this fact, understanding completely different welding defects, their causes, and preventive takeups to keep away from metal distortions might assist create high-quality parts or merchandise.
What’s a Weld Defect?
Weld defects are imperfect or inaccurate welding that weakens the welded joints and is thus undesirable. These defects are unacceptable within the welding process since they have an effect on the general high quality of the welded product. On a dimensional foundation, weld defects could be categorised into two classes. The primary kind entails a deep drawing defect, which happens when the weld shouldn’t be the proper dimension. The second kind is materials imperfection, which refers to the truth that the fabric of the weld shouldn’t be good. Attainable causes could embody fallacious welding approach, inappropriate materials choice, unskilled welder, or fallacious welding settings comparable to welding velocity, present, and voltage. The strategy to coping with sure welding imperfections varies relying on the defect encountered. Some could be corrected instantly, whereas others may have the part to be rewelded and should cross the process once more.
Weld defects are usually categorised into two varieties: inside defects, which exist throughout the weld, and exterior defects, that are on the surface of the weld. Understanding these classifications and their causes is, due to this fact, important to enhance the efficiency of welded joints.
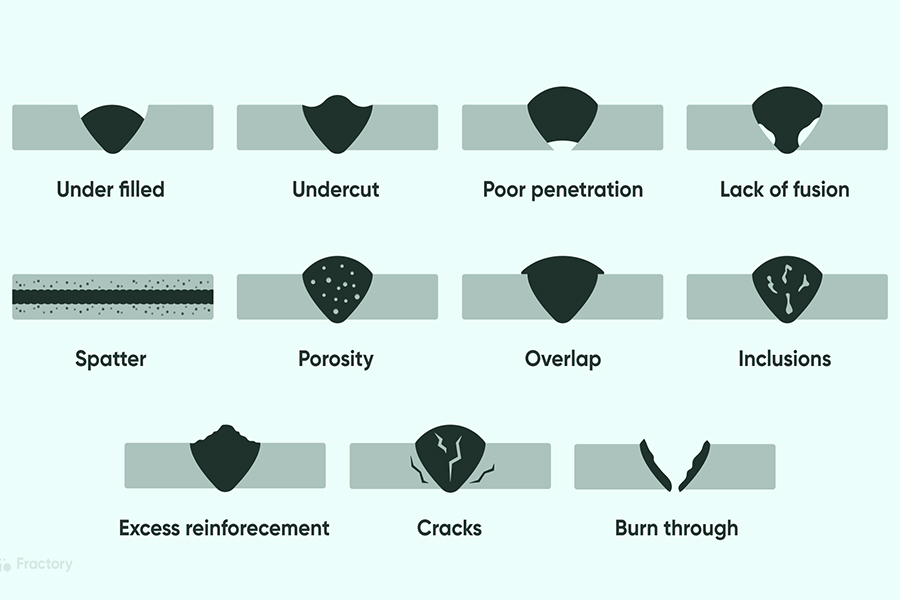
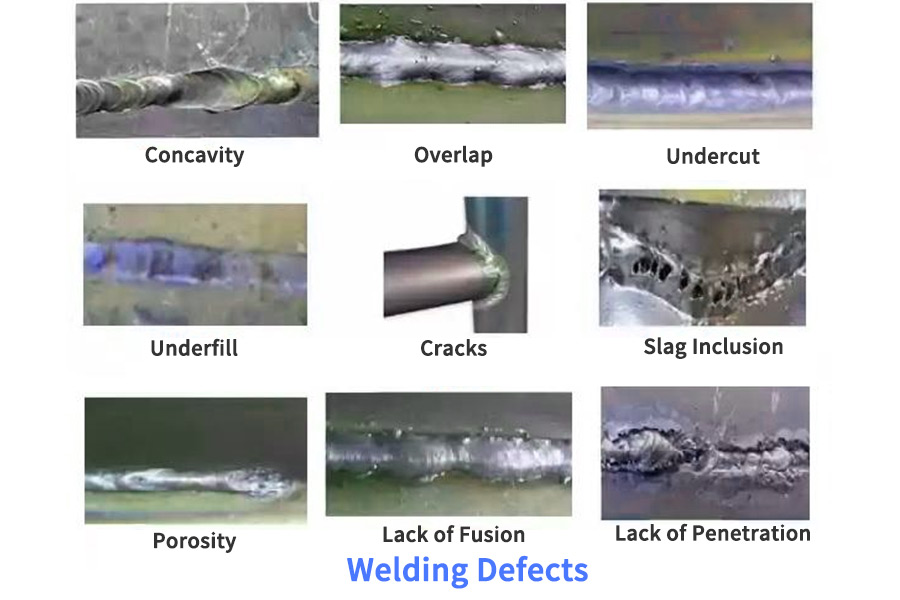
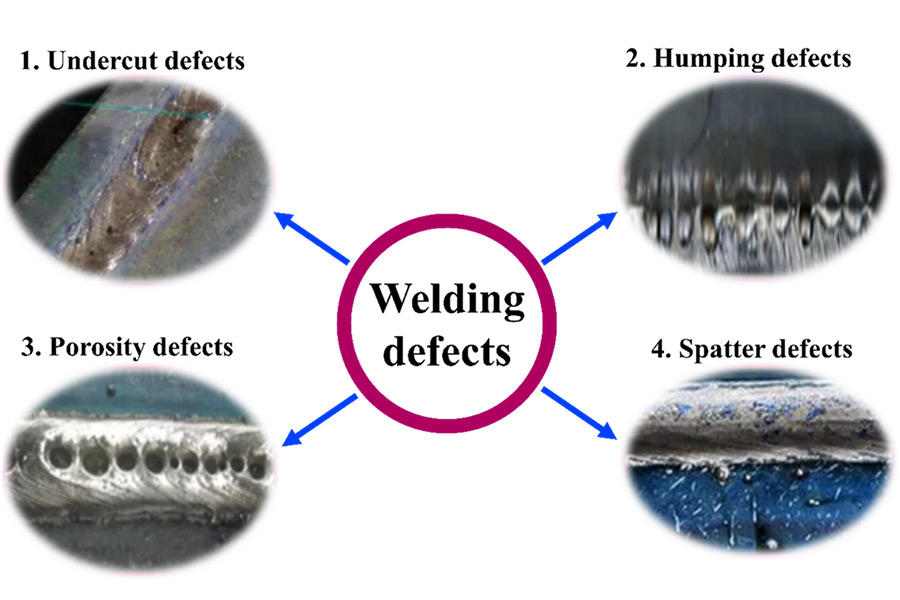
Widespread Sorts of Welding Defects
Welding defects could be categorized as both surface or subsurface, in accordance with their place within the metal.
1. Exterior Welding Defects
These defects seem on the surface of the welded joint. They’ll typically be detected by the bare eye or by strategies like Magnetic Particle Inspection (MPI) or Dye Penetrant Inspection (DPI). Essentially the most frequent exterior welding defects embody cracks, undercuts, overlaps, porosity, and spatter.
2. Inner Welding Defects
Inner defects aren’t seen on the fabric’s surface. Somewhat, they’re current inside it. Strategies comparable to Ultrasonic Testing (UT) or Radiographic Testing (RT) are used to establish these defects. Examples of inside weld defects embody slag inclusions, incomplete penetration, and incomplete fusion. It’s important to establish these defects to ensure the standard of welded buildings.
Let’s Talk about First Exterior Welding Imperfections
Listed below are some frequent defects that often happen through the welding process.
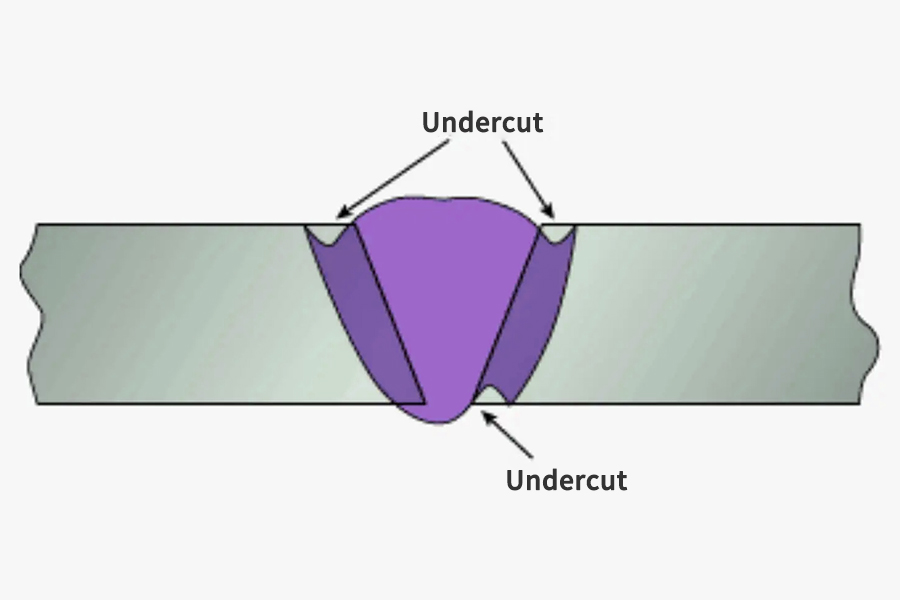
Undercuts
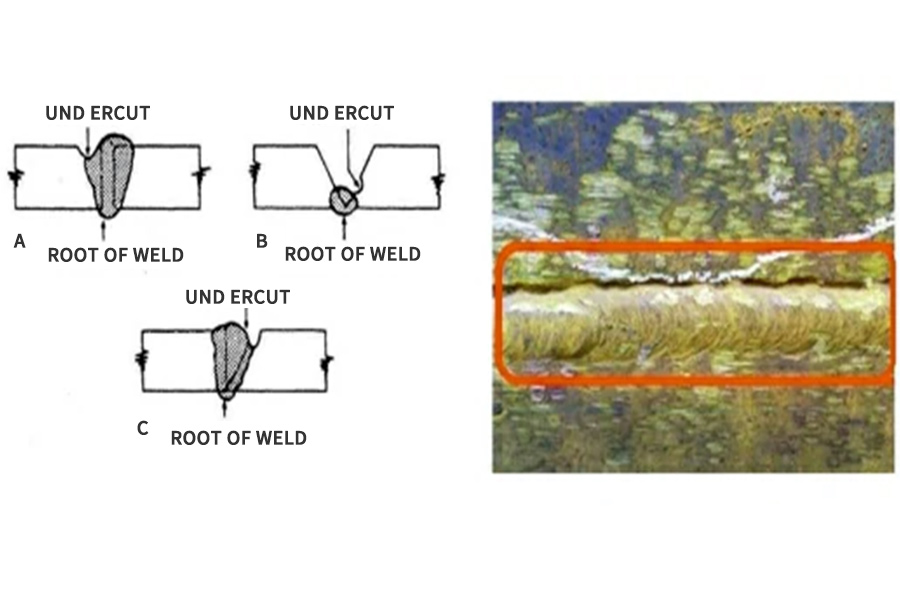
Undercuts are slender grooves alongside weld edges, brought on primarily by excessive arc voltage and journey speeds. They scale back the mechanical power of the parts to be joined by means of welding.
Prevention
- Welding velocity ought to be adjusted to attain the required quantity of warmth enter.
- Be sure that you employ an electrode of the suitable dimension to facilitate the suitable deposition of the filler materials.
- Regulate the arc size and the voltage settings.
- For a similar motive, it’s potential to make a number of passes to lower the depth of the groove.
- The torch angle ought to be maintained between 30 and 45 levels Celcius to make sure correct bead formation. These preventive measures strengthen welds and scale back undercut dangers for sturdy joints.
Cracks
Welding cracks are extreme defects affecting joint power. They’ll develop anyplace on the part surface and are sometimes categorized into two varieties:
- Scorching Cracks: These cracks seem when temperatures rise as excessive as 10,000 levels Celsius. They’re often invisible and require a microscope as a result of they’re tiny and cannot be seen by the bare eye.
- Chilly Cracks: Whereas scorching cracks occur throughout welding, chilly cracks come up after welding, often through the solidification section of the part. These unhealthy defects could take hours or days to seem.
Think about the next preventive measures to keep away from crack formation;
- Use managed cooling to keep away from sudden quenching or temperature enhance within the weld space.
- Warmth the joint to the precise required temperature to scale back the thermal stress.
- Set the welding parameters appropriately, with adequate present ranges and journey speeds, by retaining them low sufficient.
- For creating raised or recessed patterns, use the embossing process for optimum structural integrity and power.
- Be sure that stress is uniformly distributed throughout the weld by designing joints correctly.
- Additionally, make certain to make use of an appropriate filler materials with a uniform composition of the alloy to match the bottom metals precisely.
- The measures described above might help reduce the potential for crack formation in welded joints, and assure the weld’s power and longevity.
Spatter
Spatter often seems in MIG welding. It refers to molten metal sticking to close by surfaces, affecting solely the aesthetics of the meant part however not structural power.
To forestall spatter formation, think about the next cautions:
- Firstly, completely clear the bottom metal earlier than welding.
- Use appropriate gasoline shielding to generate cuts.
- Regulate the welding amperage or present for the precise materials.
- Preserve a brief arc size throughout welding to reduce spatter formation on a part.
- Frequently verify and clear feed wire obstructions for smoother welding.
Weld Overlap
A weld overlap is a situation by which the filler materials on the fringe of the weld doesn’t have a correct bond with the metal, and the weld pool extends past the required space. This results in the formation of the weld metal at an angle lower than 90 levels.
Causes of Overlaps
- Inappropriate welding process
- Completely different orientations and angles of the electrodes throughout welding
- Utilization of large-size electrodes
- Excessive welding present or extreme warmth enter
Forestall Take-ups for Overlaps
- Choose the suitable welding approach to verify the arc size is positioned conveniently.
- Be sure that the electrodes are fitted on the identical angle through the welding process.
- Attempt to keep away from large-size electrodes.
- It’s essential to carry out the welding process in flat positions as a lot as potential.
- To manage the pool circulation, attempt to scale back the warmth enter or welding present
These components can be utilized to scale back the probabilities of weld overlaps and thus enhance the power and sturdiness of the welds.
Porosity Welding Defects
Weld porosity is a standard drawback that happens when gases form pockets within the weld. This compromises the weld’s power and high quality. The weld metal comes into contact with the setting and captures gases like steam and hydrogen.
To forestall porous welds, listed below are some useful ideas:
- Earlier than welding, take away contamination from the weld surface.
- Pace up the welding process to let the gases be launched extra simply.
- Make sure the gasoline circulation meter is correctly set to permit the suitable shielding gasoline circulation.
- It’s also necessary that the bottom metal ought to be clear and prepared for welding in order that there will probably be good bonding.
- It is very important make sure that the joint is free from moisture earlier than welding in order to keep away from issues arising from moisture.
- Regulate the circulation of defending gasoline to an optimum stage to make sure the correct safety is supplied.
- Don’t set the amperage too excessive to keep away from porosity of the surface being welded.
- Choose the suitable electrode alloy that may greatest swimsuit the welding job that’s to be accomplished.
Let’s Talk about Inner Welding Discontinuities
Listed below are some frequent inside welding defects that usually seem throughout welding.
Slag Inclusions
Inclusions are slag-like particles that may be detrimental to the power of a weld if they’re entrapped on the weld surface. Often, they happen in stick welding and arc welding processes as a result of excessive present density.
To forestall inclusions, strive these preventive take ups;
- It’s important to wash and put together the bottom metal correctly earlier than welding.
- Don’t set the low amperage.
- Let the weld cool slowly to boost the circulation of the fabric and reduce the probabilities of impurities forming.
- Be sure that the angle of the torch is at its greatest all through the welding process.
- Weld steadily and reasonably to scale back the potential for slag within the weld materials.
Incomplete Penetration
Incomplete penetrations incessantly occur when the weld bead doesn’t penetrate by means of the thickness of the plates in a butt joint appropriately. These defects end in a weak metal joint or weld.
To forestall incomplete penetration, think about these welding ideas under:
- Choose the suitable joint kind and guarantee they’re accurately aligned earlier than welding.
- Lower the welding journey velocity to allow the weld to penetrate deeper into the fabric.
- Select an electrode dimension that may swimsuit the welding wants required within the challenge.
- V-grooves for butt joints ought to be made with sloped sides of 60 to 70 levels to make sure correct welding.
Incomplete Fusion
Imperfect fusion happens when the weld metal and the bottom metal don’t be part of correctly or when the layers of the weld aren’t effectively bonded. This may occur if the filler materials doesn’t bond with the bottom metal on either side of the welds under in multiple-pass welding.
To forestall incomplete fusion, attempt to observe the issues talked about under;
- It’s also important to make sure that the bottom metal is free from any impurities by washing it correctly.
- Choose the suitable electrode dimension for the job.
- Ensure you use the proper alloy for the electrode.
- Don’t transfer or swing the reducing torch an excessive amount of throughout welding.
- Make sure the arc size is suitable to keep away from some materials not fusing accurately.
- Preserve the welding amperage to permit the metals to fuse appropriately.
The excellence between Weld Discontinuity & Weld Defects
Weld discontinuities are defects within the weldments attributable to improper welding practices or procedures. These deviations could have an effect on the weld bead’s dimension, form, and high quality and manifest as inside or exterior imperfections.
In distinction to weld defects:
- A weld turns into a weld discontinuity when the standard management division completely rejects it.
- Discontinuities could be handed by means of discipline exams, whereas defects can not.
- Whereas discontinuities could also be tolerated to a sure extent, defects are both corrected or the product is scrapped.
- Discontinuities are sometimes inside manufacturing tolerance limits, whereas defects aren’t.
Due to this fact, inspection utilizing environment friendly strategies is essential in welding processes.
Remaining Ideas
Welding defects aren’t merely aesthetic issues; they often harm high quality and may trigger accidents. If this isn’t accomplished, there’s a excessive probability of accidents and even lack of lives. This paper will focus on the welding procedures required to guard welders and end-users. Superior know-how and proficiency assist scale back the variety of defects and make sure the high quality and security of the merchandise.
JuSheng offers a full range of CNC machining, sheet metal fabrication, 3D printing, injection molding,metal stamping for your project needs. Visit our Instant Quote Engine to get a free, no-obligation quote in minutes.
Disclaimer
The content appearing on this webpage is for informational purposes only. JuSheng makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through JuSheng’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please contact to our for more information.
Team JuSheng
This article was written by various JuSheng contributors. JuSheng is a leading resource on manufacturing with CNC machining, sheet metal fabrication, 3D printing, injection molding,metal stamping and more.
FAQs
Q1. What are the strategies of welding or inspection that don’t contain the destruction of the fabric?
Visible inspection will not be enough for detecting inside welding defects, which makes NDT essential. Magnetic Particle Inspection (MPI) is used to establish surface breakage and small defects, however it’s not useful for subsurface discontinuities. Ultrasonic Inspection (UI) entails utilizing high-frequency sound waves to detect defects in and out of doors the weld’s areas. Moreover, the Radiographic Inspection (RI) defect inspection methodology makes use of gamma or X-rays to shortly examine and establish inappropriate welds.
Q2. What’s the easiest way to establish the weld?
To verify for welding defects, start by making a basic evaluation of the weld. Appropriate it in the event you discover something fallacious to make your work as good as potential.
Q3. What reducing process is taken into account for precision and correct welds for tight dimensions?
CNC Laser reducing is notably thought of the optimum approach for precision wanted cuts and welds. Usually, laser reducing defects are minimal when utilizing laser reducing machines for the meant software.
This fall. What measures ought to be taken to keep away from having unhealthy welds?
To forestall the formation of poor welds, weld at a relentless velocity, clear the workpiece earlier than welding, and make sure that the polarity is effectively dealt with through the welding process.
Q5. What are some process-specific welding defects?
There are numerous methods to carry out welding. Some generally used strategies embody TIG, MIG, and laser welding. These strategies are comparatively extra exact and assist replicate extra detailed patterns. Regardless of this, defects often happen, and a few frequent welding defects embody whisker necklace cracking.